Tel./WhatsApp:
+86 15266206885
E-mail:
[email protected]




Avoid your inquiry is delay response, please enter your WhatsApp/Skype along with the message, so we can contact you at the very first time.
We will reply you within 24 hours. If for urgent case, please add WhatsApp/WeChat: ,. Or call directly.
Pallets stack up, operators wait, and unplanned stops drain profit. The fix is a heavy-duty chain conveyor sized for your load, built for uptime, and easy to service.
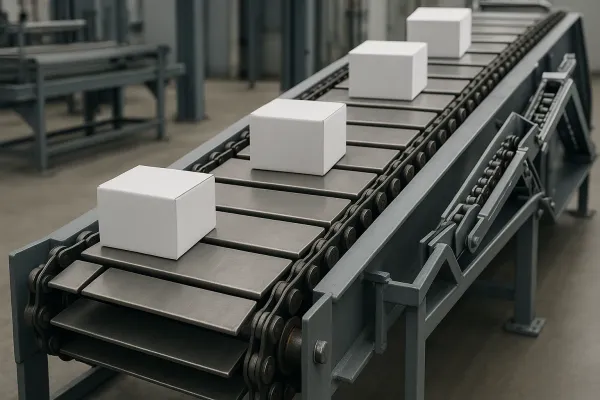
A chain conveyor uses one or more chain strands to pull slats or flights that move products horizontally, on an incline or vertically, or through transfers. Compared with a belt conveyor, it handles heavy loads with strong traction and low friction. Drag chain conveyors can enclose dust and run en-masse for reliable, low-mess flow.
As a professional manufacturer of automatic packaging machines, we design and build complete lines where chain conveyor systems link case packers, palletizers, and wrappers into one dependable production line. Below is a field-tested overview you can share with engineering, maintenance, and purchasing.
A chain conveyor pulls fixtures, slats, or flights with a powered chain to convey unit loads like a pallet, bins, or racks. It’s suitable when traction, torque, and uptime matter more than headline speed. Compared with a belt section, the chain keeps grip under debris or oil and still tracks true under an increased load.
In packaging and material handling, you’ll see pallet lanes, slat-chain fixtures, and drag chain conveyors for sealed flow. Pick the configuration that protects product corners and meets required capacity—then leave room to configure options later.
“We favor simple, durable frames and easy installation. That’s the advantage that shows up in day-to-day uptime.”
Related reading: for sealed pallet lanes, see an engineered pallet drag chain conveyor for dock-to-buffer lanes.
A drag chain conveyor transports material inside a steel casing. Flights on the chain pull a moving bed (en-masse). The enclosure limits ingress of material into bearings and keeps dust contained—cleaner environment, easier sanitation. In many plants, a drag unit transports material in the lower chamber while return runs ride above wear rails.
When flights with cross ribs are matched to trough widths, you get steady throughput at modest chain speeds. It runs continuously with minimal maintenance and is often more cost-effective than screws for long runs of pellets or fines.
Application note: add guards so material in the lower belt (on hybrids) can’t snag the return run.
Quick comparison
| Use case | Best choice | Why |
|---|---|---|
| Pallet lanes, wet/dusty zones | Chain conveyor | Traction under mess, heavy duty cycles, predictable wear |
| Cartons/totes at higher speed | Belt conveyor | Gentle contact, smooth carry, slim frames |
| Buffering and merges | CDLR (roller) | Zone accumulation, variable speed, low back-pressure |
| Sealed flow of powders | Drag chain conveyors | Enclose dust, steady bed flow |
These conveyors offer different strengths: use roller zones for indexing and merges, chain for torque, and belt for steep incline with fragile packs.
Explore modules: a hygienic stainless-steel roller conveyor for washdown or a metering powered roller conveyor for CDLR-style zoning.

A lane includes drive, take-up, wear rails, sprockets, and frame beam. Pin and bushing alloys that harden correctly extend life. Good alignment cuts friction; good lube slows stretch. One strand or two-strand? Use two for wide pallets and load carrying stability. Add fixtures only where needed to keep the lane simple to assemble.
Remember: conveyor chains have a breaking strength well above working tension; catalogs also note that chains have a breaking load you should compare against worst-case starts and jams. Specify that in the specification sheet and verify at FAT.
Fixture transport: see a heavy-duty slat chain conveyor for tooling fixtures.
For pallets, slow and steady beats fast and rough. We choose chain speeds based on stability, label scuff risk, and station timing—not just nameplate numbers. The goal is optimum life at the required rate.
Starter sizing checklist
Useful option: a turntable conveyors section enables point to point orientation without complex curves—see a heavy pallet 90-degree powered turntable conveyor.
A chain conveyor runs horizontal lines well, feeds an incline, or hands off vertically to lifts. For tight footprints, use pop-up transfer tables or turntables to route around curves without pushing the chain too hard.
Simple pathing idea
Dock work: when trucks vary in height, a telescoping gravity section saves labor—see an extendable container-truck gravity roller conveyor.
Food, chemical, or fine-powder lines need a clean environment. Here, drag chain conveyors let you enclose the stream, reduce spill, and keep bearings clear. In industry segments like automotive, hot debris and oil are common—specify guards and cleanouts so tools never slide under moving chains.
Standards mindset
Guard nip points, interlock access, and mark pinch zones. Pick alloys and rails for durability. Plan spares and lube windows. The result is lower operating costs over time.
Carton flow partner: for light packs, a proven PVC belt conveyor for carton flow pairs well with pallet chain lanes.

When we quote a chain conveyor, we document the lane configuration, clearances, structural supports, and controls. We also check fit with your rack geometry and AS/RS tolerances to ensure a clean transfer.
What we include by default
Related products: a mobile truck loading/unloading belt conveyor for yards.
Production changes happen. That’s why we build in flexibility: recipe-based routes, quick swaps, and VFDs for variable speed. For buffering, zone accumulation keeps lanes full but gentle; sensors meter flow to wrappers and labelers. The versatility lets you grow without tearing out frames.
We often pair pallet lanes with systems with cdlr merges. The control layer handles jams cleanly and keeps rates stable even when downstream pauses.
Pallets/hr
400 |■■■■■■
300 |■■■■■
200 |■■■
100 |■■
6 9 12 15 (Chain speed in m/min)
Rule of thumb: raise speed only if downstream can use it. Gentle handling extends life and reduces label scuff.
What’s the difference between a chain conveyor and drag chain conveyors?
A standard chain conveyor moves unit loads on slats or fixtures. Drag chain conveyors run in a casing and enclose dust; a unit transports material in the lower chamber as a moving bed for powders and pellets.
Can I run pallets up an incline or vertically?
Yes—use fixtures and guided rails for an incline or vertically via lifts. For many plants, keeping chain runs level and using lifts for elevation is the most reliable approach.
How strong are the chains?
Catalogs specify working load and a higher ultimate—conveyor chains have a breaking strength rating, and most also state that chains have a breaking load well above it. Always pick a safety factor to cover starts, stops, and shock.
Will it fit my racking and AS/RS?
Yes. We center lanes to fit your rack posts and pallet styles. Turntables and ball decks make tight transfer work easy.
What about maintenance?
We design for minimal maintenance: easy-lube points, quick-change rails, and guarded sprockets. Most checks are visual. Keep lube clean and tension true for long durability.
Can I expand later?
Absolutely. Frames are modular and versatile. Add merges, bypasses, sensors, or a small CDLR buffer without reworking the base.







